
W tym artykule Jennifer Heathcote, wiceprezes ds. rozwoju biznesu firmy GEW, opisuje, w jaki sposób profesjonaliści mogą radzić sobie z ilościowym określaniem energii emitowanej ze źródeł utwardzania promieniami UV.
- Zrozumienie i określenie ilościowe energii emitowanej ze źródeł utwardzania promieniami UV
- Co się mierzy i jak się to mierzy?
- Różnice w mocy widmowej dla źródeł utwardzających rtęciowych i UV LED
- Jak w praktyce wykorzystuje się wykresy mocy widmowej/natężenia promieniowania?
- Penetracja długości fali w systemach utwardzania łukiem elektrodowym i UV LED
- Ewolucja chemii UV
Zrozumienie i określenie ilościowe energii emitowanej ze źródeł utwardzania promieniami UV
W procesach utwardzania UV energia ultrafioletowa emitowana przez pary rtęci i głowice lamp UV LED charakteryzuje się natężeniem promieniowania, gęstością energii, mocą widmową i natężeniem promieniowania widmowego. Zrozumienie tych elementów i sposobu ich oznaczania ilościowego umożliwia użytkownikom lepsze dopasowanie źródeł utwardzania promieniami UV do potrzeb receptur, procesów i postępowania z materiałami. Kiedy moc promieniowania UV jest odpowiednio dobrana, skuteczna i wydajna fotopolimeryzacja zachodzi przy pożądanych prędkościach linii i wymaganych odległościach roboczych lub przesunięciu. Ponadto, jeśli okna robocze dotyczące natężenia promieniowania i gęstości energii są utrzymywane przez długi czas, produkt wysokiej jakości jest wytwarzany w sposób ciągły i powtarzalny.
Powszechnie przywoływane elementy charakteryzujące moc UV obejmują:
- Natężenie napromienienia (W/cm2) – jest to moc promieniowania docierająca do utwardzanej powierzchni pod wszystkimi kątami do przodu, na jednostkę powierzchni.1 Zwykle podaje się je jako efektywne natężenie napromienienia w określonej szerokości pasma i jest najbardziej znaczące w odniesieniu do określonej odległości roboczej dla mierzonego systemu utwardzania UV.
- Gęstość energii (J/cm2) – Jest to energia promieniowania docierająca do powierzchni utwardzania na jednostkę powierzchni.1 Zwykle jest podawana jako efektywna gęstość energii w określonym paśmie. Chociaż można to traktować jako szczytowe natężenie napromienienia pomnożone przez czas, obliczenie gęstości energii jest nieco bardziej skomplikowane w przypadku większości konfiguracji utwardzania promieniami UV i instalacji linii produkcyjnych. Jest to omówione w dalszej części artykułu.
- Moc widmowa – jest to moc promieniowania (W) lampy w funkcji długości fali (nm). Wyraża się go w W/nm lub W/10nm.1
- Natężenie widmowe – jest to moc promieniowania lampy na jednostkę powierzchni (W/cm2) w funkcji długości fali (nm). Inaczej mówiąc, jest to natężenie promieniowania na długość fali. Wyraża się go w W/cm2/nm.
Natężenie promieniowania, gęstość energii, moc widmowa i natężenie promieniowania widmowego różnią się w zależności od typu lampy, dostawcy lampy, konstrukcji głowicy lampy, zastosowanej mocy elektrycznej i godzin pracy. Ponadto na wielkość natężenia napromieniowania i gęstość energii, które ostatecznie docierają do powierzchni utwardzania, duży wpływ ma sposób integracji systemów z liniami produkcyjnymi i jakość konserwacji systemów po uruchomieniu. Na szczęście, gdy system utwardzania promieniami UV zostanie odpowiednio dopasowany do receptury i prawidłowo zintegrowany z linią produkcyjną, proces utwardzania jest niezwykle powtarzalny i można go kontrolować poprzez okresowe pomiary natężenia promieniowania i gęstości energii oraz regularną konserwację systemu.
Napromieniowanie
Natężenie promieniowania (W/cm2) to moc systemu utwardzania UV w danej chwili na jednostkę powierzchni i często określa się je jako natężenie lampy. Ponieważ jednostki W/cm2 są równoważne J/cm2/s, natężenie napromieniowania można traktować jako szybkość, z jaką gęstość energii (J/cm2) jest dostarczana do utwardzanej powierzchni. Innymi słowy, natężenie promieniowania to moc dawki.
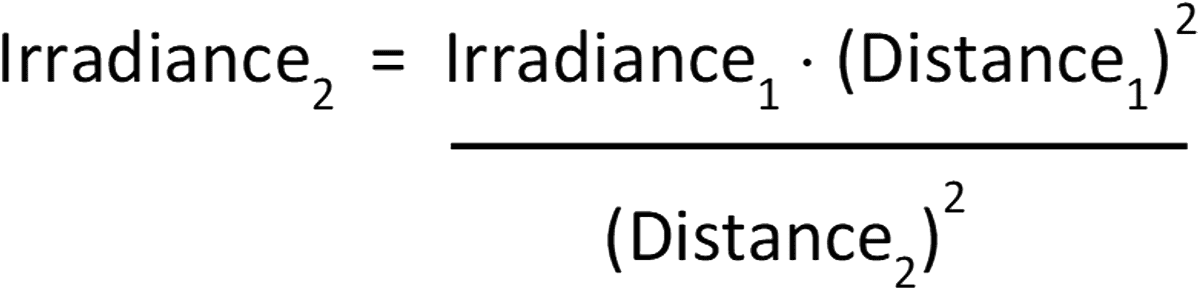
W całym wszechświecie fale elektromagnetyczne energii rozchodzą się od siebie w miarę oddalania się od odpowiedniego źródła emisji. W miarę jak fale rozchodzą się wraz z odległością, wielkość odpowiedniego natężenia promieniowania również maleje. Zgodnie z prawem odwrotnych kwadratów natężenie promieniowania jest odwrotnie proporcjonalne do kwadratu przebytej drogi. W rezultacie, jeśli znane jest natężenie napromienienia w określonej odległości od źródła emitującego, natężenie napromienienia w drugiej odległości można obliczyć, korzystając z prawa odwrotności kwadratów.
W pobliżu głowic lamp utwardzanych promieniami UV natężenie promieniowania jest tylko w przybliżeniu proporcjonalne do prawa odwrotności kwadratów. Dzieje się tak, ponieważ inżynierowie włączają reflektory i inne elementy optyczne do konstrukcji głowic lamp, aby przekierować promienie światła UV na krótkie odległości i zminimalizować naturalne rozprzestrzenianie się światła. Ponadto w przypadku głowic UV LED źródła emitujące składają się z wielu maleńkich diod, z których każda stanowi oddzielne punktowe źródło emitowanego światła. Aby fale emitowane z wielu punktowych źródeł LED równomiernie się zmieszały i ostatecznie utworzyły jedno źródło jednolitego promieniowania, konieczna jest niewielka odległość. Odbłyśniki, optyka i zastosowanie wielu diod omijają prawo odwrotnych kwadratów w małych odległościach od głowic lamp utwardzanych promieniami UV.
Inżynierowie wykorzystują optykę i reflektory do skupiania lub kolimowania sygnału wyjściowego z systemów utwardzania UV. Optyka i odbłyśniki skupiają promienie świetlne, co następnie zwiększa natężenie promieniowania w zamierzonej odległości roboczej lub służy do utrzymania bardziej stałego natężenia promieniowania w określonym zakresie odległości roboczych. W przypadku konwencjonalnych lamp łukowych i mikrofalowych obszar skupionego skupienia nazywany jest punktem ogniskowym. I odwrotnie, systemy konwencjonalne i UV LED bez ogniska lub innej optyki powodują, że promienie świetlne naturalnie rozchodzą się od siebie, gdy tylko opuszczą zespół głowicy lampy. Powoduje to rozproszenie światła UV na znacznie większą powierzchnię. Podobny efekt daje zamontowanie głowicy lampy w taki sposób, aby powierzchnia utwardzania znajdowała się poza ogniskiem. Ogólnie rzecz biorąc, systemy zalewowe, systemy montowane bez ostrości i systemy montowane w coraz większych odległościach roboczych powodują zmniejszenie natężenia napromieniowania na powierzchni utwardzania.
W przypadku lamp łukowych natężenie promieniowania jest największe w ognisku. W przypadku systemów utwardzania UV LED, które nie posiadają ogniska, a także konwencjonalnych lamp z profilem zalewowym, natężenie promieniowania jest największe w pobliżu wylotu głowicy lampy lub okienka kwarcowego. Ze względu na nieodłączne różnice w technologii systemy utwardzania UV LED można zaprojektować tak, aby emitowały mniejsze, podobne lub znacznie większe wartości natężenia promieniowania w porównaniu ze średniociśnieniowymi lampami rtęciowymi. Jednakże systemy UV LED emitują to promieniowanie w znacznie węższym paśmie długości fal, co utrudnia bezpośrednie porównanie systemów utwardzania konwencjonalnego i LED. Jak już wspomniano, na wartości natężenia napromienienia w obu technologiach duży wpływ ma odległość, jaką pokonuje światło. W rezultacie odległość przesunięcia pomiędzy głowicą lampy a górną powierzchnią narzędzia do pomiaru UV lub pomiędzy głowicą lampy a powierzchnią utwardzania jest znacząca i powinna być zawsze odnotowana podczas konfiguracji i prowadzenia rejestrów.
Oprócz tego, że natężenie napromienienia zależy od konfiguracji głowicy lampy, takiej jak skupiona lub zalana w przypadku lamp z łukiem elektrodowym oraz kolimowana lub zalana w przypadku diod LED UV, emitowane natężenie napromienienia systemu utwardzania UV wzrasta i maleje wraz z odpowiednimi zmianami mocy lampy i odległości przesunięcia. Pod warunkiem, że moc lampy i położenie głowicy lampy względem powierzchni utwardzania nie ulegają zmianie i pomijając stopniową degradację lampy w czasie, natężenie napromienienia pozostaje stałe w każdym punkcie profilu napromieniowania, niezależnie od tego, jak szybko lub wolno wstęgi, arkusze lub części przechodzą lub przebywają przed systemem utwardzania UV.
W praktyce, ponieważ większość procesów utwardzania promieniami UV obejmuje jakąś formę obsługi materiału lub automatyzacji głowicy lampy, powierzchnia utwardzania zazwyczaj porusza się względem źródła emisji. W rezultacie natężenie promieniowania dostarczane do małego ruchomego obszaru na powierzchni utwardzania nie jest stałe w czasie ekspozycji. Ta dynamiczna ekspozycja jest wynikiem niewielkich zmian w emitowanej mocy, wahań odległości roboczej w wyniku odbijania się wstęgi lub kształtnych profili części, opóźnień czasowych w uruchomieniu migawki, powierzchni utwardzania przechodzącej przed nieruchomą głowicą lampy lub głowicy lampy przechodzącej przed nieruchomą powierzchnią utwardzania. Ekspozycja dynamiczna odnosi się do dowolnego procesu, w którym powierzchnia utwardzania podlega zmiennemu natężeniu promieniowania w czasie reakcji preparatu.
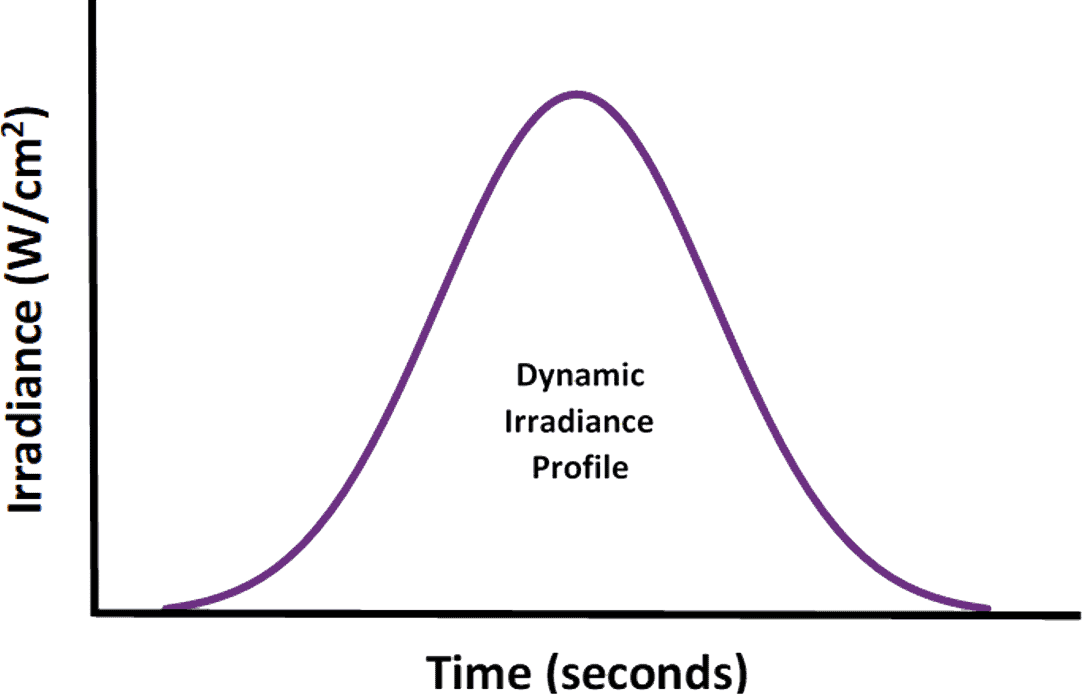
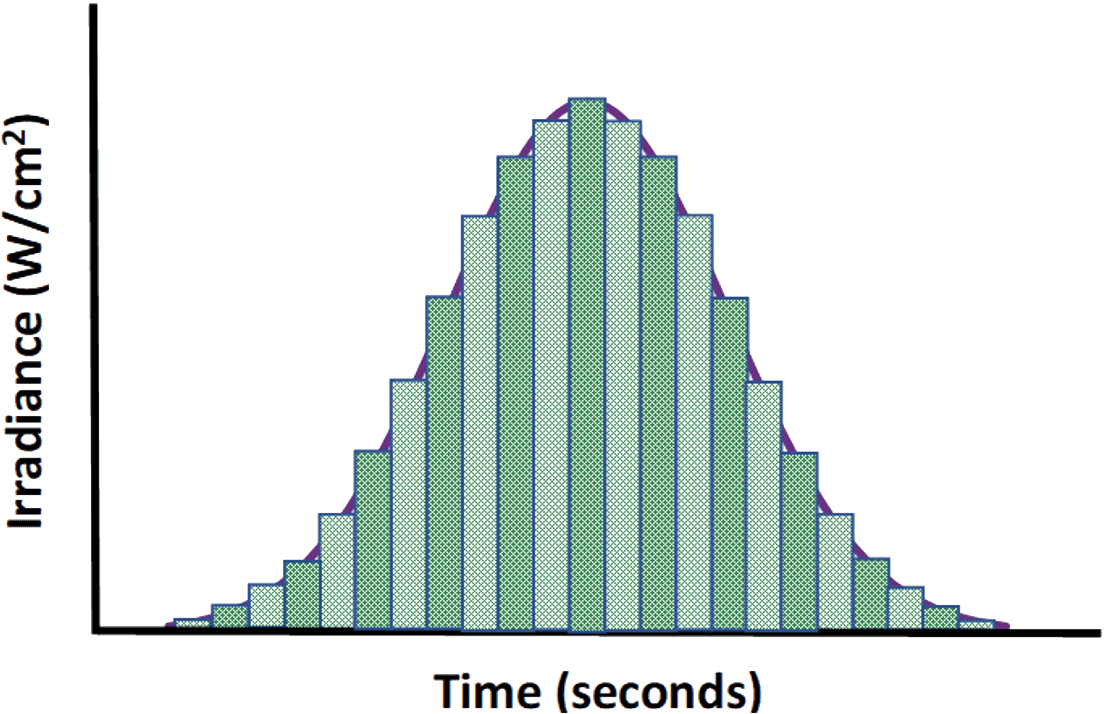
Wyobraź sobie mały obszar na znacznie większej wstędze, arkuszu lub części poruszający się w kierunku, pod i od stałego źródła utwardzania UV. Gdy wybrany obszar zbliża się do światła, szczytowe natężenie promieniowania docierające do tego obszaru szybko wzrasta. Natężenie promieniowania na danym obszarze stale rośnie, aż osiągnie wartość maksymalną w punkcie, w którym obszar przechodzi przez ognisko lub środek głowicy lampy. W miarę jak ten sam mały obszar na powierzchni utwardzania oddala się od ogniska lub środka głowicy lampy, szczytowe natężenie promieniowania docierające do tego obszaru szybko maleje. Profile natężenia promieniowania UV ilustrują graficznie, jak szczytowe natężenie promieniowania dostarczanego na utwardzaną powierzchnię zmienia się w zależności od czasu. W opisanym właśnie scenariuszu profil natężenia promieniowania UV przypomina krzywą w kształcie dzwonu.
Natomiast ekspozycja statyczna odnosi się do każdego procesu, w którym powierzchnia utwardzania podlega stałemu natężeniu promieniowania przez cały czas reakcji preparatu. Jest to możliwe w przypadku utwardzania punktowego i obszarowego oraz dzięki specjalnie zaprojektowanym komorom utwardzającym. W każdym z tych przypadków głowica lampy i powierzchnia utwardzania nie poruszają się, cała powierzchnia utwardzania jest równomiernie naświetlona podczas całej reakcji, a dostarczana energia UV jest natychmiastowo włączana i wyłączana. Ekspozycja statyczna jest reprezentowana przez następujący prostokątny profil natężenia promieniowania.
Gęstość energii
Gęstość energii (J/cm2) to całkowita energia dostarczona do systemu w czasie na jednostkę powierzchni i często nazywana jest dawką. Matematycznie gęstość energii jest całką natężenia napromienienia w czasie i często jest szacowana poprzez pomnożenie szczytowego natężenia napromienienia przez czas ekspozycji lub przebywania. Jednak szacowanie przez mnożenie zazwyczaj daje zbyt dużą wartość gęstości energii, ponieważ natężenie napromienienia na powierzchni utwardzania rzadko jest statyczne. Ilustrują to następujące statyczne i dynamiczne profile natężenia napromienienia, w których gęstość energii jest równa powierzchni pod krzywą.
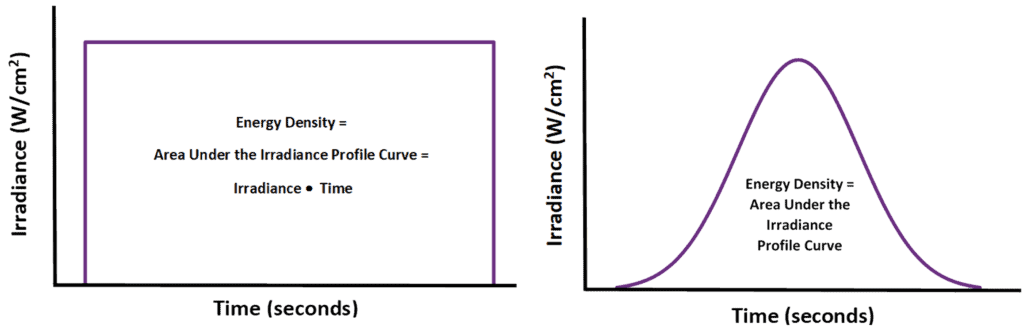
Profil prostokątny przedstawia ekspozycję statyczną, w której natężenie promieniowania jest stałe w czasie. Natomiast profil w kształcie dzwonu przedstawia dynamiczną ekspozycję, w której powierzchnia utwardzania lub głowica lampy poruszają się względem siebie. Powierzchnię pod profilem prostokątnym można łatwo obliczyć, mnożąc szczytowe natężenie promieniowania przez całkowity czas ekspozycji. W przypadku naświetlania dynamicznego mnożenie szczytowego natężenia napromienienia, które występuje na szczycie krzywej dzwonowej, przez całkowity czas naświetlania znacznie zawyża gęstość energii.
Gęstość energii można zwiększyć, zwiększając moc lampy, zmniejszając prędkość linii, wydłużając czas przebywania, dodając więcej lamp lub wielokrotne przepuszczanie powierzchni utwardzającej przed źródłem światła. Chociaż istnieją wyjątki związane z atmosferą, integracją i orientacją lampy, w większości zastosowań odległość robocza ma minimalny wpływ na gęstość energii. W przypadku diod LED stosuje się również szersze lampy z optymalnie rozmieszczonymi diodami, aby zapewnić dodatkową gęstość energii.
Moc widmowa i natężenie promieniowania widmowego
Moc widmowa to moc promieniowania lampy (W) w funkcji długości fali (nm). Moc widmową wyraża się w W/nm lub W/10 nm.1 Ściśle powiązane jest natężenie napromienienia widmowego, czyli natężenie napromienienia na jednostkę długości fali (W/cm2/nm).1 Obydwa pomiary wykonuje się za pomocą spektroradiometru, który jest instrumentem łączącym funkcje radiometru i monochromatora do pomiaru natężenia napromienienia w drobno podzielonych pasmach.1
Zarówno ultrafioletowe, jak i widzialne długości fal są zwykle mierzone w miliardowych częściach metra (0,000000001 m) lub nanometrach (nm). Dla porównania, kartka papieru ma grubość około 100 000 nanometrów. Standardowy zakres widma UV ISO2 definiuje się jako od 10 do 400 nm, podczas gdy zakres widzialny wynosi od 400 do 700 nm. Na potrzeby utwardzania promieniami UV organizacje branżowe i eksperci klasyfikują między innymi światło ultrafioletowe o długości fali od 200 do 450 nm. W efekcie w praktyce często przywołuje się i stosuje różne, czasami nakładające się zakresy. Najlepszym sposobem zilustrowania i przekazania rozkładu długości fali źródła utwardzania promieniami UV, a także względnej mocy w całym rozkładzie, jest wykres mocy widmowej lub wykresu widmowego natężenia napromienienia.
Wykres mocy widmowej/natężenia to wykres liniowy lub słupkowy przedstawiający moc promieniowania lub natężenie napromienienia systemu na osi y i odpowiadające im długości fal na osi x. Moc widmowa/natężenie promieniowania jest czynnikiem typu lampy i jest inna dla średniociśnieniowych lamp parowych rtęciowych, żelaznych i galowych oraz diod LED o długości fali 365, 385, 395 i 405 nm. Moc widmowa/natężenie promieniowania zależy również od cech konstrukcyjnych układu mechanicznego i elektrycznego, które wpływają na kierunkowe emitowanie światła z głowicy lampy; właściwości fizyczne reflektorów, okien i innych elementów; moc, z jaką napędzana jest lampa; i skuteczność układu chłodzenia. Wykres mocy widmowej/natężenia promieniowania produktu to specyfikacja dostarczana przez dostawców lamp i systemów. Ma ona wyłącznie charakter informacyjny i nie jest czymś powszechnie mierzonym lub odtwarzanym przez użytkowników danej technologii w terenie. Należy zauważyć, że moc widmowa i natężenie promieniowania poszczególnych lamp UV lub diod LED znacznie różnią się od mocy widmowej i natężenia promieniowania systemu utwardzania UV, gdy źródło zostało w pełni zintegrowane z innymi komponentami.
Moc widmową/natężenie promieniowania można wyświetlić na kilka sposobów, w tym jako wartość bezwzględną wyrażoną w (W/nm) lub (W/cm2/nm) lub jako miary arbitralne, względne i znormalizowane (bez jednostek). Profile zwykle wyświetlają informacje w postaci wykresu liniowego lub słupkowego, przy czym wykresy słupkowe zazwyczaj integrują dane wyjściowe w pasmach 10 nm. Stosowanie pasm 10 nm ułatwia interpretację informacji i zmniejsza trudność w ilościowym określeniu wpływu widm emisji liniowej1. Względne i znormalizowane wykresy widmowe są najczęstszymi reprezentacjami.
Co się mierzy i jak się to mierzy?
Podczas gdy moc widmowa i natężenie napromienienia to specyfikacje lampy mierzone za pomocą specjalistycznych spektroradiometrów, natężenie napromienienia i gęstość energii można mierzyć w terenie za pomocą tańszych, gotowych do użycia, przenośnych radiometrów.
W niektórych przypadkach, np. w przypadku opcji mUVm firmy GEW, monitorowanie UV można zintegrować bezpośrednio z głowicą lampy i odpowiednimi sterownikami systemu. Za każdym razem, gdy natężenie napromienienia i gęstość energii są mierzone za pomocą radiometru, odczyty zawsze odnoszą się do standardowego źródła kalibracji wybranego przez dostawcę radiometru. Wartości zmierzone w terenie nigdy nie są wartościami bezwzględnymi. Zamiast tego są to wartości względne, które odnoszą się bezpośrednio do fabrycznego źródła kalibracji. Konsekwencją tego jest to, że różne mierniki mają tendencję do zgłaszania różnych wartości.
W rezultacie radiometry najlepiej sprawdzają się jako urządzenia do kontroli procesu, w których ten sam miernik i protokół pomiarowy są konsekwentnie używane do monitorowania emisji UV w czasie dla danego laboratorium lub linii produkcyjnej. Kiedy zmierzone wartości natężenia promieniowania lub gęstości energii spadną poniżej poziomów minimalnych, można dokonać regulacji systemu, aby przywrócić kontrolę nad procesem. Należy zauważyć, że radiometry są przeznaczone do pomiaru lamp rtęciowych lub diod LED. Ten sam typ licznika nie mierzy obu kategorii źródeł emitujących.
Radiometry próbkują natężenie promieniowania systemu wiele razy na sekundę w określonym zakresie długości fal. Częstotliwość rejestracji próbek nazywana jest częstotliwością próbkowania. Próbkowanie następuje w czasie, gdy miernik przechodzi przed źródłem lub źródłami światła. Szczytowe natężenie napromienienia systemu jest podawane jako pojedyncza największa wartość w zestawie próbkowanych punktów danych. Oddzielne szczytowe wartości natężenia napromienienia mierzone dla różnych szerokości pasma, takich jak UVC, UVB, UVA i UVV, nie sumują się, ponieważ definicja szczytowego natężenia napromienienia to największa zmierzona wartość przy danej długości fali lub w zakresie długości fal. Zakres długości fal, dla których próbkowane są wartości natężenia promieniowania, jest stałą specyfikacją miernika i zależy od czułości i zasięgu fotodiod miernika.
Pełny zestaw punktów danych szczytowego natężenia napromienienia zebranych podczas przejścia radiometru przed źródłem promieniowania UV tworzy profil natężenia napromienienia. Całkowanie tego profilu, czyli pola pod krzywą, oznacza gęstość energii. W przypadku ekspozycji dynamicznych, takich jak profil w kształcie dzwonu na poniższym obrazie, gęstość energii jest określana poprzez obliczenie i dodanie wielu mniejszych obszarów. Powierzchnię każdego małego prostokąta określa się, mnożąc każdy punkt danych w profilu przez czas między punktami danych. Jest to dobrze ugruntowana metoda całkowania obszarów pod profilami nieliniowymi i dlatego radiometry mierzące gęstość energii nazywane są radiometrami całkującymi.
Różnice w mocy widmowej dla źródeł utwardzających rtęciowych i UV LED
Wydajność konwencjonalnych systemów utwardzania UV obejmuje fale ultrafioletowe (UV), widzialne i podczerwone. Z tego powodu zarówno łukowe, jak i mikrofalowe lampy UV są uważane za szerokopasmowe lub o szerokim spektrum. Wydajność standardowych średniociśnieniowych systemów oparów rtęci obejmuje ultrafiolet, światło widzialne i podczerwień w przybliżeniu w równych proporcjach. Rozkład widmowy w paśmie UV można nieznacznie zmienić poprzez dodanie niewielkich ilości domieszek metali, takich jak żelazo (Fe), gal (Ga), ołów (Pb), cyna (Sn), bizmut (Bi) lub ind (In). Lampy zawierające metale dodane do mieszaniny rtęci podstawowej i gazu obojętnego są zwykle określane jako lampy domieszkowane, dodatki lub lampy metalohalogenkowe.
Natomiast moc wyjściowa UV LED koncentruje się w paśmie ultrafioletowym z pewną mocą widzialną i bez podczerwieni. Diody LED UV emitują światło, gdy prąd przepływa przez układ wyprodukowanych diod półprzewodnikowych. Liczne dyskretne diody są umieszczone w jednym rzędzie, szeregu rzędów i kolumn lub w innej konfiguracji. Układ diod kształtuje długość i szerokość źródła emisji. Wydajność widmowa systemów UV LED opiera się na złożonej nauce o materiałach, gdzie setki lub tysiące diod hoduje się warstwa po warstwie na płytkach w czystych pomieszczeniach, a następnie indywidualnie kroi w kostkę lub ekstrahuje po wytworzeniu. Emitowane długości fal diody LED nie są czymś, co można zmienić lub dostroić po zakończeniu produkcji; jednakże wielkość jego natężenia promieniowania można w dużym stopniu regulować dla danego systemu utwardzania i ogólnie ma większy zakres niż łuk elektrodowy i lampy mikrofalowe.
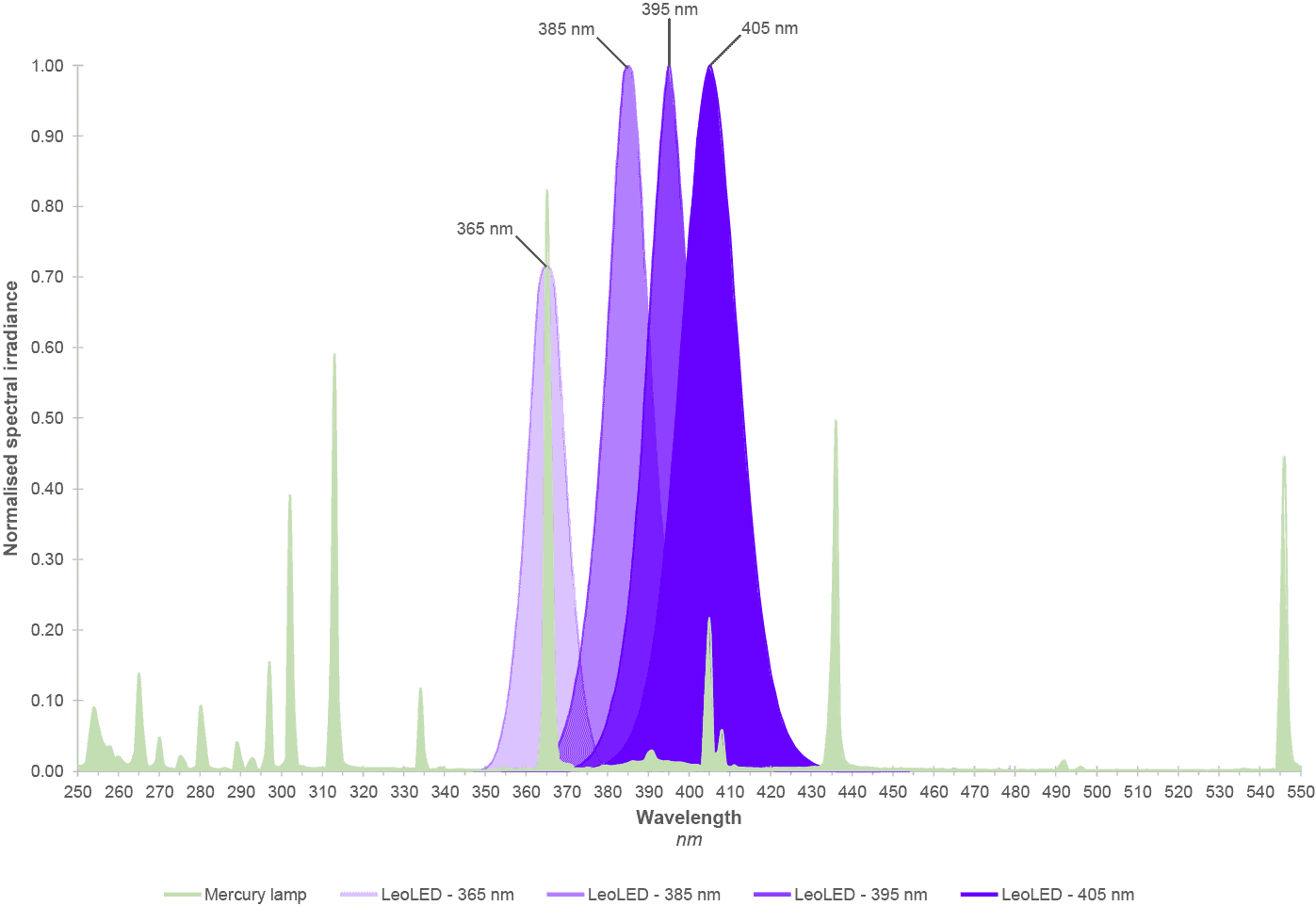
Poniższy wykres widmowego natężenia napromienienia ilustruje ogólny związek pomiędzy szerokopasmową lampą rtęciową a dostępnymi na rynku diodami LED UV. Standardowa moc wyjściowa rtęci jest reprezentowana przez liczne, zacienione na zielono piki, podczas gdy moc wyjściowa dla diod UV jest reprezentowana przez wyższe fioletowe krzywe dzwonowe. Około jedna trzecia emitowanej rtęci przypada na obszar podczerwieni (700 nm do 1 mm), który znajduje się na prawo od pasma widzialnego i nie jest pokazany na ilustracji. Natomiast systemy UV LED nie wykorzystują podczerwieni, co oznacza, że przekazują znacznie mniej całkowitego ciepła na powierzchnię utwardzania niż konwencjonalne lampy rtęciowe. Długości fal ultrafioletowych są jednak nadal formą energii wypromieniowanej, a część energii UV po dotarciu do powierzchni jest ostatecznie przekształcana w ciepło termiczne.
Jakie ważne informacje przekazuje ten wykres widmowego natężenia napromienienia?
Wykres widmowego natężenia napromienienia wyraźnie ilustruje różnicę między szerokopasmową mocą rtęci (Hg) a quasi-monochromatyczną mocą wyjściową technologii UV LED dla długości fal UVC (200 do 285 nm), UVB (285 do 315 nm), UVA (315 do 400 nm), UVV (400 do 450 nm) i widzialnych (400 do 700 nm). Po drugie, pokazuje, jak względna wielkość natężenia napromienienia zmienia się w zależności od długości fali w przypadku lamp szerokopasmowych, a także pokazuje, że w przypadku lamp UV LED możliwe jest większe natężenie napromienienia niż w przypadku rtęci. Wreszcie, chociaż zarówno lampy rtęciowe, jak i systemy UV LED emitują energię UV, wyraźnie istnieją znaczące różnice w długości fali i natężeniu promieniowania, które należy uwzględnić przy opracowywaniu systemu, receptury i zastosowania.
Należy podkreślić, że powyższa tabela stanowi ogólną ilustrację typowej elektrodowej lampy łukowej GEW i dostępnych na rynku systemów LED firmy GEW. Rozkład lampy łukowej byłby nieco inny w przypadku innego produktu i znacząco różny w przypadku lampy addytywnej. Z punktu widzenia zaopatrzenia diody LED UV są dostarczane i wyceniane przez producentów półprzewodników zgodnie z tolerancją długości fali i mocą wyjściową, przy typowej tolerancji wynoszącej ± 5 nm. W rezultacie zawsze występuje pewne niewielkie odchylenie w ułożeniu diod, które wpływa na profil widmowy i długość fali, przy których krzywe diod LED osiągają szczyt. W przypadku diod LED niewielkie zmiany długości fali na ogół nie powodują dużej różnicy w utwardzaniu. W większości zastosowań utwardzania UV LED większą rolę w sieciowaniu odgrywa wielkość natężenia napromieniowania i odpowiadająca mu gęstość energii przy danej długości fali UV LED.
Jak w praktyce wykorzystuje się wykresy mocy widmowej/natężenia promieniowania?
Wykresy mocy widmowej/natężenia promieniowania są narzędziem używanym głównie do porównywania różnych lamp utwardzających lub projektów systemów i prawidłowego łączenia ich z pakietami fotoinicjatorów i obciążeniem pigmentem istniejących receptur UV. Formułulatorzy i dostawcy surowców również korzystają z wykresów widma wyjściowego/natężenia, aby opracowywać nowe chemikalia. Nie wszystkie źródła UV utwardzają wszystkie preparaty, a niektóre emisje widmowe są lepiej dostosowane do niektórych zastosowań niż inne. Dzieje się tak dlatego, że formulatorzy wybierają spośród szeregu dostępnych na rynku fotoinicjatorów. Fotoinicjator jest częścią chemii, która pochłania światło UV i napędza sieciowanie w polimerze. Mimo że fotoinicjatory absorbują światło UV w szerokim zakresie długości fal, dany fotoinicjator jest zawsze bardziej reaktywny w przypadku pewnych długości fal i do zainicjowania wymaga minimalnego progowego natężenia napromienienia. Różne fotoinicjatory wytwarzają również różne właściwości estetyczne i funkcjonalne polimerów w zależności od ich konstrukcji, reakcji z energią UV i reakcji z resztą substancji chemicznych. Formułulatorzy oceniają dostępne krzywe absorpcji fotoinicjatorów w oparciu o widmowe wykresy wyjściowe i podejmują decyzje dotyczące kompromisów i mieszania w oparciu o potrzeby linii produkcyjnych i pras, a także wymagania dotyczące użytkowania produktu końcowego.
Penetracja długości fali w systemach utwardzania łukiem elektrodowym i UV LED
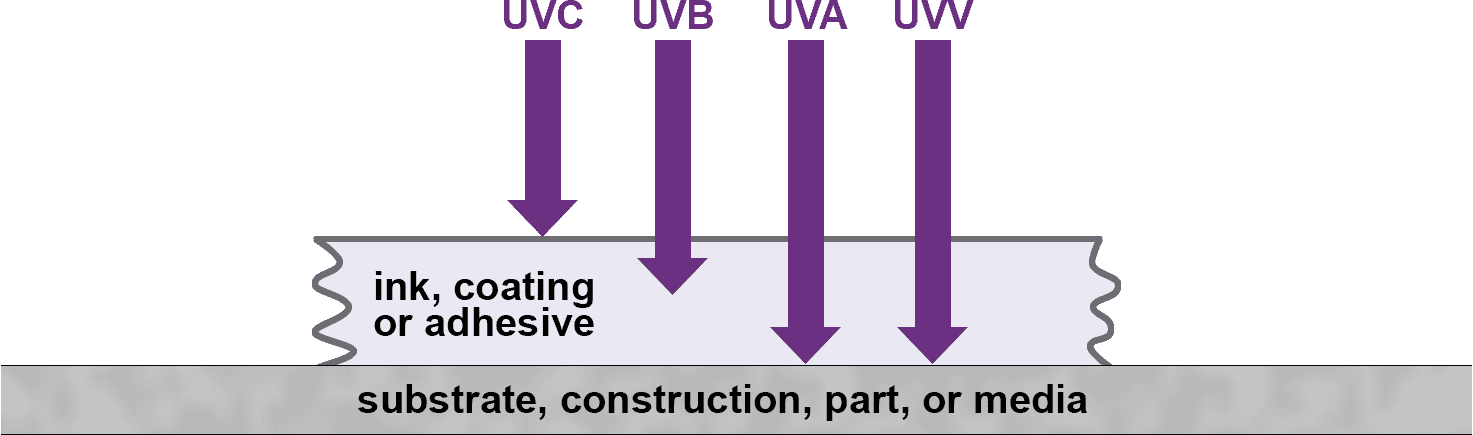
Jak pokazuje poniższa ilustracja, dłuższe fale UVA i UVV wnikają głęboko w atramenty, powłoki i kleje, podczas gdy krótsze długości fal UVC są absorbowane na powierzchni substancji chemicznej. Na podstawie tych informacji, a także mocy widmowej i napromieniowania widmowego dostępnych na rynku jednostek utwardzających, formulatorzy zalecają, które źródła i typy lamp są lepiej dostosowane do ich atramentów, powłok i klejów. Zalecenia te mają formę specyfikacji lamp (rtęć, żelazo, gal itp.) lub preferencji długości fali diod LED (365, 385, 395 lub 405 nm). Ostatecznie zadaniem formulatorów jest upewnienie się, że ich produkty działają w szerokiej gamie systemów utwardzania promieniami UV, które niekoniecznie emitują tę samą moc, co nie zawsze jest łatwym zadaniem.
Nie ma źródła UV LED, które bezpośrednio naśladuje lampę rtęciową o szerokim spektrum działania, ale dłuższe fale emitowane przez diody LED powodują, że rozkład widma jest bardziej podobny do górnej części lampy żelaznej lub galowej, która również emituje pewną moc w zakresie od 385 do 405 nm. Diody LED o długości fali 385, 395 i 405 nm, a także lampy domieszkowane żelazem i galem wykorzystują dłuższe fale, bliskie widzialnemu, aby wniknąć głęboko w substancje chemiczne i zapewnić lepsze utwardzanie, szczególnie w przypadku grubszych, nieprzezroczystych białych i silnie pigmentowanych formuł. W przypadku przezroczystych powłok UV LED głównym wyzwaniem było osiągnięcie twardego, chemicznego i odpornego na zarysowania utwardzenia powierzchni bez żółknięcia. Dzieje się tak dlatego, że większość receptur powłok opiera się na krótszych długościach fal UVC emitowanych przez lampy szerokopasmowe w celu sieciowania na powierzchni, a fotoinicjatory reagujące na dłuższe długości fal UV LED mogą żółknąć lub zmętnieć podczas ekspozycji. Chociaż to niewielkie przebarwienie można łatwo zamaskować pigmentami w tuszu, może ono być bardziej zauważalne w przypadku czystej chemii.
Ogólnie rzecz biorąc, systemy UV LED mają przewagę nad systemami konwencjonalnymi pod względem głębszego utwardzania. Dzieje się tak ze względu na koncentrację długości fal UVA i UVV; jednakże diody LED UV mogą mieć problemy z utwardzaniem powierzchniowym, jeśli receptury nie są zoptymalizowane pod kątem źródeł emisji, które nie emitują UVC. W przypadku źle dobranego utwardzania UV LED niektóre formuły mogą stać się lepkie lub tłuste w dotyku. Optymalizacja chemii, właściwy wybór źródła UV LED, wykorzystanie wyższego natężenia promieniowania i przemyślana integracja często mogą wyeliminować problemy z utwardzaniem powierzchni. Dodanie diod UVC do urządzenia utwardzającego LED może ostatecznie okazać się konieczne w przypadku bardziej wymagających powłok przemysłowych; jednakże pomimo faktu, że diody LED UVC o długości fali od 275 do 285 nm znacznie poprawiły szczytowe natężenie promieniowania, niezawodność i żywotność, technologia ta pozostaje w tyle za diodami LED UVA i w większości zastosowań nie jest jeszcze opłacalna. Większość systemów utwardzania UV LED zainstalowanych i działających obecnie na liniach produkcyjnych ma długość fali 395 nm, a większość atramentów, powłok i klejów stosowanych w druku graficznym jest zaprojektowana do utwardzania przy tej długości fali.
Napromieniowanie, gęstość energii i długość fali
Napromieniowanie, gęstość energii i długość fali odgrywają kluczową rolę w utwardzaniu promieniami UV. Po pierwsze, na powierzchnię utwardzania należy dostarczyć minimalny poziom napromieniowania o długości fali łatwo absorbowanej przez pakiet fotoinicjatorów. W tych warunkach fotoinicjatory absorbują energię ultrafioletową, generują wolne rodniki i napędzają sieciowanie w chemii. W dynamicznych procesach utwardzania promieniami UV najbardziej zewnętrzne ogony profilu napromieniowania w kształcie dzwonu często spadają poniżej minimalnego progu napromieniowania i nie powodują wystarczającego sieciowania w obrębie chemii, ale gdy powierzchnia utwardzania zbliża się do głowicy lampy, szybko ustala się bardziej odpowiednie natężenie napromienienia. Po drugie, przez cały czas trwania reakcji należy utrzymać minimalny próg natężenia napromienienia lub wyższy. Wreszcie, po dostarczeniu i utrzymaniu niezbędnego natężenia promieniowania na powierzchni utwardzania, gęstość energii staje się czynnikiem napędzającym utwardzanie i czynnikiem ograniczającym najszybszą możliwą prędkość linii lub najkrótszy możliwy czas cyklu. Innymi słowy, gęstość energii w znaczący sposób wpływa na maksymalną prędkość przenoszenia materiału na linii produkcyjnej oraz stopień fotopolimeryzacji, jaki można osiągnąć w przypadku atramentów, powłok i klejów UV.
Ewolucja chemii UV
Od prawie 70 lat, w zależności od rynku i zastosowania, przemysł utwardzania promieniami UV opracowuje chemię uwzględniającą emisję widmową konwencjonalnych lamp rtęciowych i lamp domieszkowanych rtęcią. Cała historyczna chemia wykorzystuje surowce specjalnie zaprojektowane, aby reagować na szerokie spektrum wyjściowe rtęci. Dedykowane prace rozwojowe nad wąskopasmową chemią UVA LED wśród kilku formulatorów rozpoczęły się w latach 2005–2010. Większość uznanej branży utwardzającej opóźniła jednak zaangażowanie do czasu większego zainteresowania użytkowników końcowych oraz poprawy wykonalności i ekonomiki utwardzania UV LED. W latach 2010–2020 pojawiło się więcej formulatorów, a wielu innych, zwłaszcza w zakresie powłok przemysłowych, właśnie rozpoczyna działalność, gdy kalendarz zbliża się do roku 2021. To samo można powiedzieć o wielu dostawcach konwencjonalnych systemów utwardzania, którzy opóźniali wypuszczenie systemów UV LED do czasu pojawienia się zapotrzebowania na rynku.
Ogólnie rzecz biorąc, konwencjonalnie opracowane chemikalia UV przeznaczone do systemów lamp rtęciowych o szerokim spektrum działania nie utwardzają się dobrze w przypadku diod LED UV o większej długości fali i quasi-monochromatycznych. Ze względu na różnice w widmie, konwencjonalne środki chemiczne muszą zostać przeformułowane, aby w pełni utwardzić się za pomocą źródła UV LED. W miarę jak coraz więcej producentów farb, powłok i klejów rozwija ofertę UV LED, coraz częściej projektują chemię w taki sposób, aby pojedyncza formuła mogła być utwardzana diodą LED, a jednocześnie była wstecznie kompatybilna z konwencjonalnymi lampami szerokopasmowymi. Nazywa się to chemią podwójnego utwardzania i ma pomóc w zmniejszeniu liczby SKU i ułatwić przejście na technologię UV LED.
W nadchodzących latach coraz więcej preparatów będzie miało zdolność podwójnego utwardzania, a preparaty zawierające wyłącznie rtęć staną się zbędne i ostatecznie zostaną wycofane. Nie oznacza to, że wszystko, co historycznie projektowano dla lamp łukowych, jutro zniknie, ponieważ wiele branż, szczególnie tych wykorzystujących wysoce funkcjonalne atramenty i powłoki przemysłowe, a także tych, które wykorzystują skomplikowane profile części 3D i utwardzanie na większych odległościach roboczych, wymaga dalszych prac rozwojowych nad recepturami, lampami i integracją. To stwierdzenie oznacza po prostu, że należy zwrócić uwagę na to, co dzieje się w każdej konkretnej branży, aby zrozumieć wpływ diod LED na istniejące procesy produkcyjne UV. Następuje przejście na UV LED; jednakże jest on obliczany i stopniowany w zależności od potrzeb każdej branży i zastosowania. Zwrócenie uwagi na moc widmową aplikacji, natężenie napromienienia widmowego, natężenie napromieniowania i zapotrzebowanie na gęstość energii ma kluczowe znaczenie przy określaniu, czy konkretna lampa łukowa lub konkretny system utwardzania UV LED utwardzi atrament, powłokę lub klej oraz jaki typ lampy lub długość fali diody LED jest optymalna dla całego procesu i składu chemicznego.
1 – RadTech North America. (2005). Glossary of Terms – Terminology Used for Ultraviolet (UV) Curing Process Design and Measurement. RadTech UV Measurements Group. pp. 1 – 6 https://www.radtech.org/images/pdf_upload/UVGLOSS_rev4-05.pdf
2 – International Organization for Standardization.
